Das Prinzip der Stoßspannungs-Methode
Einleitung
Einleitung
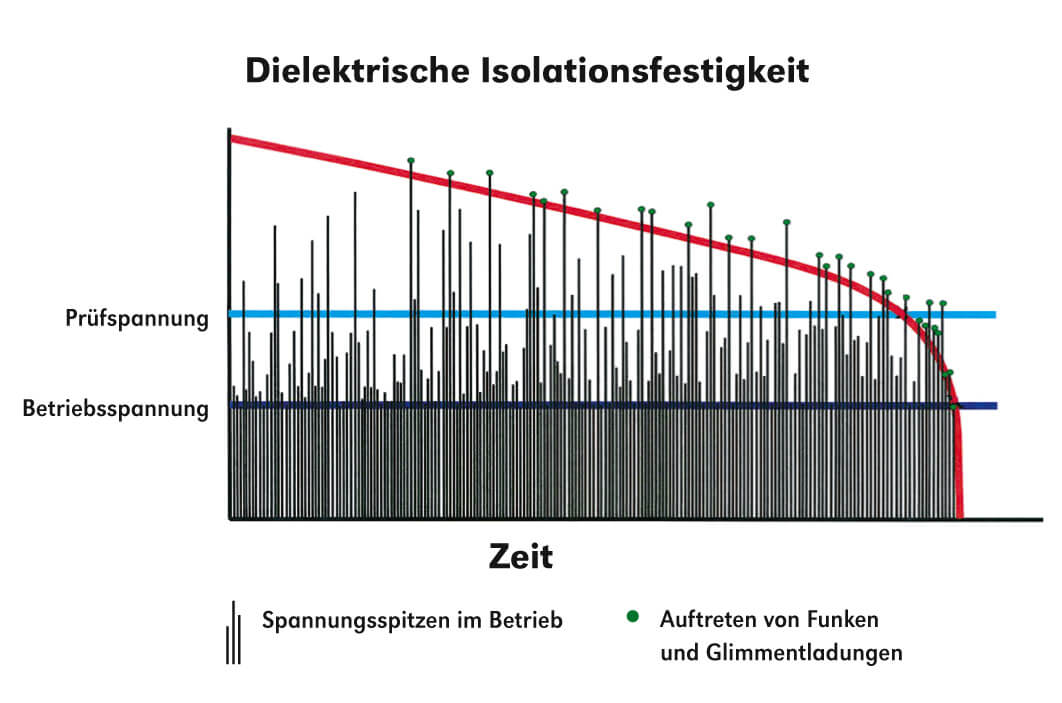
Isolationen von Wicklungen altern durch die verschiedensten Einflussfaktoren, wie Vibration, Feuchtigkeit und Temperaturschwankungen. Spannungstransienten schädigen geschwächte Isolationen weiter – bis zum Totalausfall, wenn nicht vorher durch eine Prüfung bereits im Fertigungsprozess oder durch wiederholtes Prüfen bei der vorbeugenden Instandhaltung das Problem erkannt und beseitigt wird. Der Ausfall kann enorme Kosten nach sich ziehen, die oft weit über denen eines entsprechenden Prüfgerätes liegen.
- klassische Isolations-Prüfverfahren prüfen lediglich die Hauptisolation (galvanisch getrennte Teile). Die meisten Fehler beginnen jedoch im Inneren der Wicklung.
- Nur eine Stoßspannungsprüfung ist in der Lage, auch diese interne Isolation einer gründlichen und
zuverlässigen Probe zu unterziehen. - Weitet sich ein Windungsisolationsschaden zu einem galvanischen Windungsschluss aus, ist es meist zu spät: Der Ausfall der Wicklung bzw. des Motors ist nur eine Sache von Minuten. Im Kurzschlusskreis wird Hitze erzeugt, die den Rest der Isolation ebenfalls zerstört.
Physikalisches Prinzip
Physikalisches Prinzip

Das Prinzip der Prüfung mit Stoßspannung besteht darin, dass Hochspannungsimpulse fest eingestellter Anstiegszeit durch Kondensatorentladung wiederholt in die Wicklung eingespeist und deren resultierende Antwortschwingung (ein LC-Kreis) grafisch dargestellt und vergleichend visuell oder automatisch (durch programmierte Toleranzfelder) ausgewertet werden. Die herausragende Eigenschaft dieser Prüfmethode liegt in der echten Windungsspannungsprobe: Durch den extrem kurzen Impuls werden kurzzeitig Potentialdifferenzen zwischen benachbarten Windungen, Lagen oder Spulen einer Wicklung erzeugt.
Details
Details
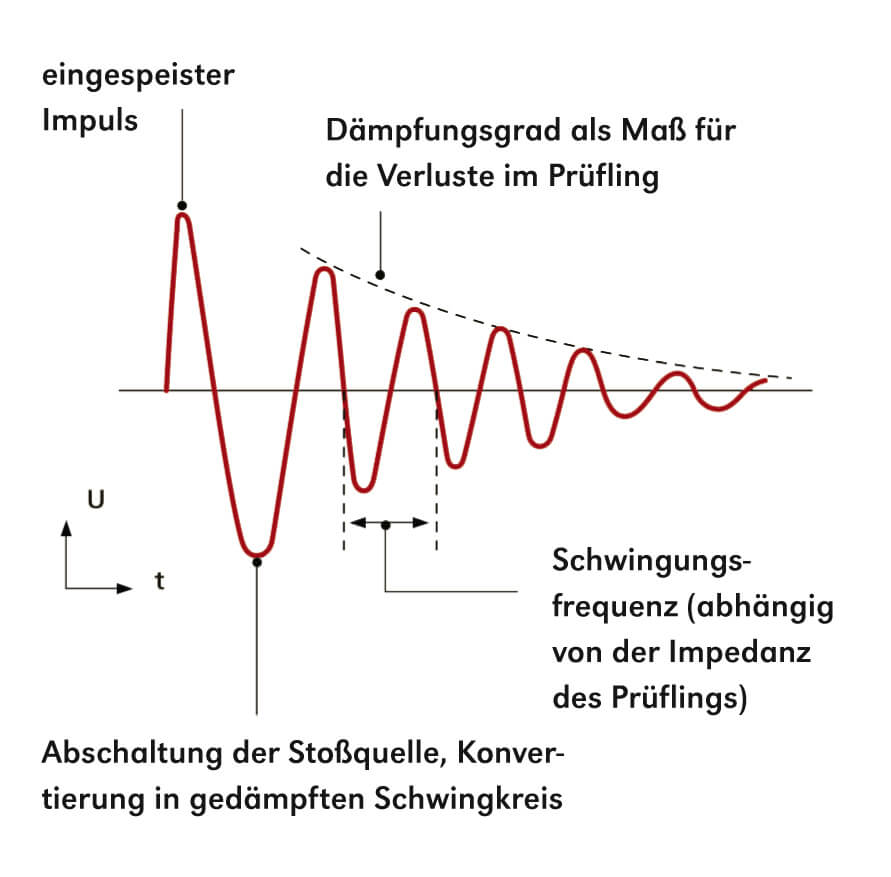
Spannungsstoß und Impulsantwort enthalten Informationen über die Eigenschaften der geprüften Wicklung. Der Verlauf der Schwingung wird von Impedanz und Güte des Prüflings bestimmt. Damit werden vom Prüfgerät alle Fehler erkannt, die Veränderungen dieser Kenngrößen bewirken. Dies sind insbesondere Windungszahlfehler, Wicklungsgeometrie- und Drahtfehler, Windungs- und Lagenschlüsse sowie Fehler im Blechpaket oder Magnetkern.




